スクイズダイカストの特徴

・縦方向射出による低速充填鋳造
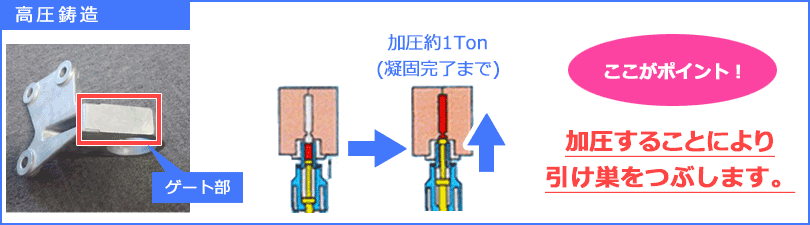
・約1トンの高圧鋳造
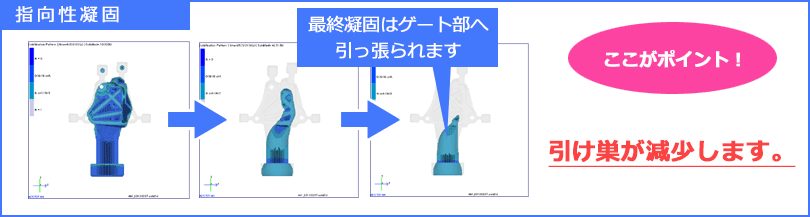
・指向性凝固(凝固は上から、最後にゲート部)
これらの特徴により、巻込み巣の低減、引け巣の低減を図ります。
当社では型締めは従来のダイカストマシンと同一の横型締め、射出は下部より上方へ作動する機構を採用しております。
溶湯の保温性及びエアー排除に最も優れた方式です。
HPDC工法とスクイズ工法の比較
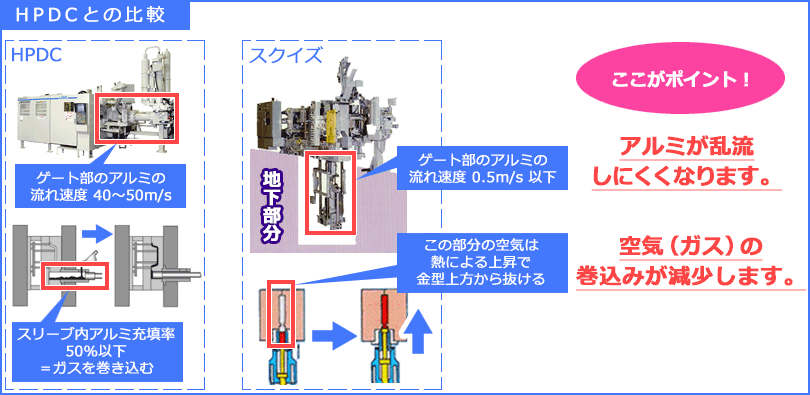
高圧鋳造
ゲート面積を大きく取り、アルミが凝固完了するまでキャビティ内へ約1Tonの加圧を保持し続けます。
指向性凝固
ゲート面積を大きく取ることで、圧力を伝えたい部分に対し加圧しながら指向性凝固できます(最終凝固はゲート部へ)。
傾転ドッキング
射出システム
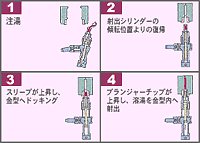
射出は、傾転ドッキングシステムにより、注湯より射出までの時間を最小限にし、溶湯温度の保持及び超低速射出を可能にしました。
スリーブ内溶湯の温度分布
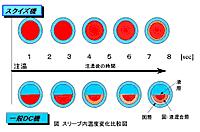
縦型スリーブは、横型スリーブに比べ溶湯の保温性に優れている為、超低速で金型に溶湯を充填することができます。
鋳巣の比較
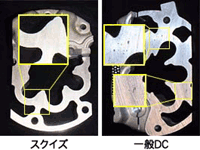
残ガス量の差に見られるように、鋳巣にも大きな差が見られます。
スクイズダイカストの主な用途
